


产品介绍
GSK986磨床数控系统采用多个高性能微处理器,实现0.1μm的插补及显示精度,可控4个进给轴(含Cs轴)加2个主轴,并可通过GSK-Link 总线实现双通道共8个进给轴、4个主轴控制,亦可配套高分辨率绝对式编码器的伺服电机,并设有可接光栅尺、圆光栅、测量仪等全闭环控制架构,满足高精度磨床加工需要。
产品特点
PLC编程工具
●操作界面
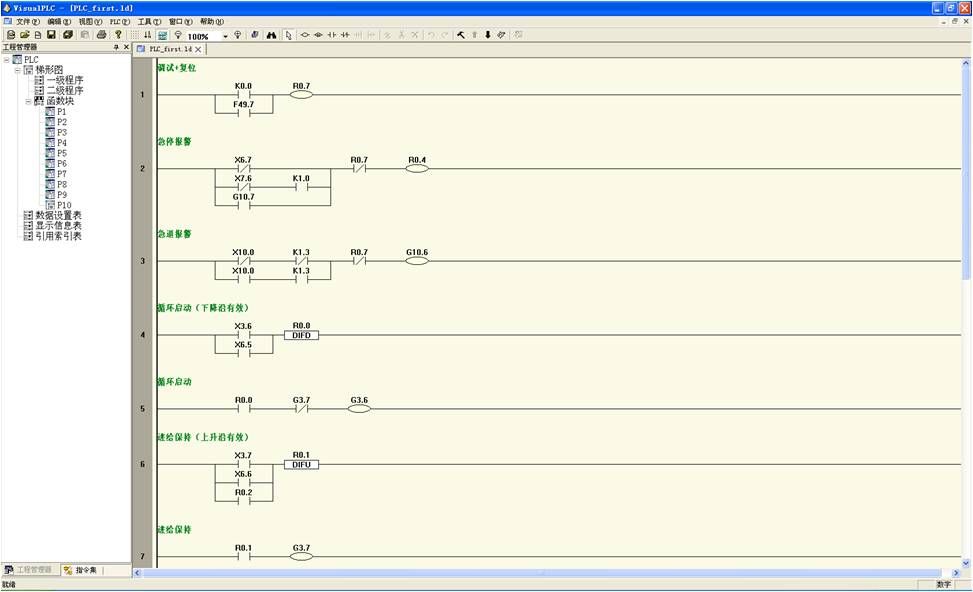
●梯形图在线编辑

●PLC远程诊断、监控

自定义功能
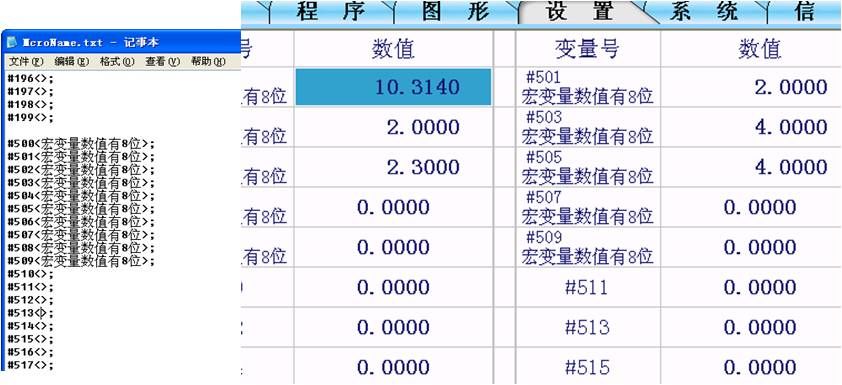
●宏变量注释自定义
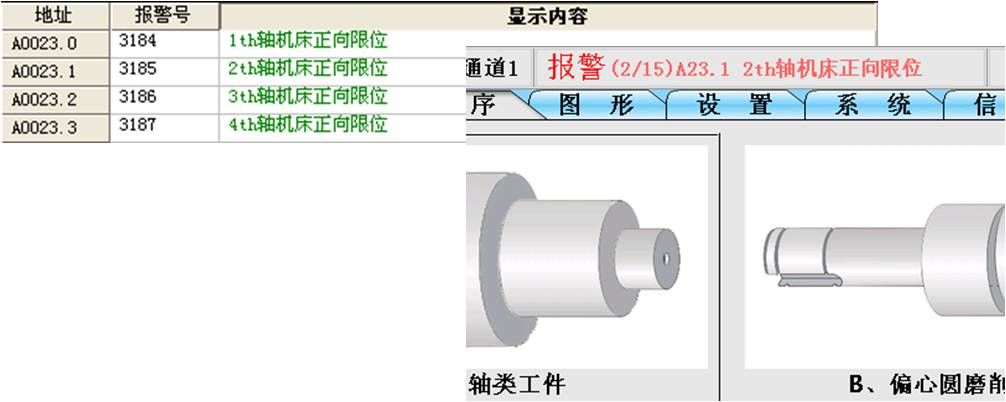
●报警信息自定义显示
●运行页面显示自定义,对刀自动录入,数据实时修改

● 提供常用的平面磨床、外圆磨床、偏心圆磨床、齿轮/滚刀磨床磨削模型,用户直接调用填入加工参数即可使用。
安全保护功能突出,运行可靠
急停
1)机床紧急情况下,使机床所有部件制动,并在最短的时间内停止。
2)有些机床要求急停时切断数控系统、驱动系统和其他电气部件的电源。
急退
1)机床紧急情况下,相应部件远离当前位置。
2)有些机床要求急退时实现关闭主轴,返回测量仪等动作。
限位
1)软限位
2)硬限位
3)区域检测
复位
1)机床工作台停止运动。
2)机床其它部件选择性停止。
机床复位
1)程序返回第一行。
2)机床工作台返回到初始位置。
报警
1)伺服单元报警
2)电机误差检测报警
3)液位低、过载等机床报警
4)程序预编译报警
5)程序运行报警
6)PLC编译报警
7)PLC运行报警
8)PLC中A地址信息
技术参数
|
序号 |
名称 |
规格 |
|||||
|
轴控制功能 |
|||||||
|
1 |
控制轴数 |
最多可控8个进给轴加两个伺服主轴 |
|||||
|
2 |
联动轴数 |
2轴联动 |
|||||
|
3轴联动 |
|||||||
|
4轴联动 |
|||||||
|
3 |
PLC轴控制轴数 |
最多4轴 |
|||||
|
4 |
进给轴同步控制 |
最多4组 |
|||||
|
5 |
位置检测装置 |
脉冲编码器(绝对/增量)、光栅尺(绝对) |
|||||
|
6 |
最小指令单位 |
最小指令单位IS-C |
0.0001mm |
0.00001inch |
0.0001° |
||
|
7 |
最小检测单位 |
最小指令单位IS-C |
0.0001mm |
0.00001inch |
0.0001° |
||
|
8 |
最大指令值 |
±99999.9999mm ±9999.9999inch ±99999.9999° |
|||||
|
9 |
最大进给速度 |
最大进给速度64m/min |
|||||
|
10 |
自动加减速 |
插补前直线、S曲线加减速、加加速度控制 |
|||||
|
编程功能 |
|||||||
|
1 |
程序格式 |
ISO指令标准:程序名 0+4位数、段号N+4、G码位数 G+3位数、坐标值IP+小数点前5位后4位、S+5位数、T+4位、M+3位数、F+小数点前5位后4位 |
|||||
|
2 |
插补功能 |
定位、直线插补、圆弧插补、螺旋插补、圆柱面插补、极坐标 |
|||||
|
3 |
工件坐标系 |
基本坐标系G52~G59 |
|||||
|
4 |
刀具补偿 |
C刀补功能、100组刀具补偿 |
|||||
|
5 |
编程功能 |
共100多个G指令,包括常用固定循环、特殊固定循环和复合循环、刀具长度自动测量,子程序调用级数为5级,B类用户宏程序 |
|||||
|
6 |
程序存储 |
程序存储容量为240M,可扩展为500M,存储数量为400个 |
|||||
|
7 |
参考点功能 |
G27返回参考点检查;G28返回参考点; G29从参考点返回;G30返回第2、3 、4参考点 |
|||||
|
8 |
跳转功能 |
G31跳转功能,用于刀具和工件测量 |
|||||
|
9 |
可编程控制功能 |
可编程行程极限(G22、G23)、可编程数据输入(G10) |
|||||
|
操作与显示功能 |
|||||||
|
1 |
运行方式选择 |
自动、MDI、编辑、手动、手脉、回零、修整 |
|||||
|
2 |
开关操作 |
单段、跳段、机床锁住、辅助功能锁、选择停、空运行、急停、循环启动、进给保持、手动连续进给、手脉/单步进给、快速进给 |
|||||
|
3 |
设定操作 |
刀具长度补偿测量输入,工件偏置测量输入、参数设定帮助、伺服参数设定 |
|||||
|
4 |
程序操作 |
新建、编辑、删除、改名、搜索、复制、拷贝、粘贴、读入、传出、后台编辑、动态图形仿真 |
|||||
|
5 |
帮助功能 |
报警信息解释、操作说明、参数说明、宏指令说明、G代码指令说明、PLC地址说明、计算器 |
|||||
|
6 |
显示 |
8.4英寸640×480 LCD显示器; 中英文显示、状态显示、图形、时钟、加工时间、运行时间、加工件数、模态信息、实际速度、硬件软件版本、梯形图、报警信息、诊断信息 |
|||||
|
精度补偿功能 |
|||||||
|
1 |
反向间隙补偿 |
补偿频率可选 |
|||||
|
2 |
螺距补偿 |
插补型单向、双向螺距误差补偿 |
|||||
|
3 |
过象限补偿 |
|
|||||
|
I/O接口与通信功能 |
|||||||
|
1 |
数据接口功能 |
以太网、USB、RS485接口 |
|||||
|
2 |
数据输入/输出 |
程序、NC参数、补偿值、偏置值、宏变量值、PLC程序、PLC参数 |
|||||
|
3 |
网络功能 |
以太网通信、远程监控、远程诊断、远程维护 |
|||||
|
4 |
I/O接口 |
标准I/O DI/DO:48/32; |
|||||
|
5 |
脉冲伺服驱动接口 |
GSK-Link以太网总线接口 |
|||||
|
速度控制(模拟量)接口 |
|||||||
|
6 |
外置位置检测单元接口(全闭环用) |
适配TTL(带差分)电平的所有型号的光栅尺和角度编码器 |
|||||
|
PLC功能 |
|||||||
|
1 |
PLC规格 |
内置PLC,梯形图编程、指令表编程兼容格式, 9条基本指令、30条功能指令,两级程序,第一级程序扫描周期8ms,基本指令执行时间0.3us/步, 最大程序步数5000步。梯形图可在线动态显示、编辑,可上传、下载 |
|||||
|
中间继电器(R) |
128字节(R0到R127) |
||||||
|
数据寄存器(D) |
128字节(D0到D127) |
||||||
|
计数器(C) |
8个字节(C0到C63) |
||||||
|
定时器(T) |
8个字节(T0到T63) |
||||||
|
信息显示请求信号(A) |
32字节(A0到A31) |
||||||
|
保持型继电器(K) |
32字节(K0到K31) |
||||||
|
跳转标号(L) |
9999(L1~L9999) |
||||||
|
子程序标号(P) |
9999(P1~P9999) |
||||||
|
安全与维护功能 |
|||||||
|
1 |
安全功能 |
急停、急退、硬限位、第一软限位、第一软限位Ⅱ、第二软限位、多级权限数据保护,主轴安全速度、进给安全速度、NC报警,PLC报警、伺服报警、伺服断开、互锁 |
|||||
|
2 |
维护功能 |
报警履历、CNC运行状态诊断、PLC接口诊断、数据备份恢复、速度波形诊断、网络诊断维护、伺服设置与伺服负载及状态监视、诊断 |
|||||
指令表
|
G代码 |
|||
|
指令代码 |
功 能 |
指令代码 |
功 能 |
|
G00 |
快速移动 |
G76 |
多重螺纹切削循环 |
|
G01 |
直线插补 |
G20 |
英制单位选择 |
|
G02 |
圆弧插补(顺时针) |
G21 |
公制单位选择 |
|
G03 |
圆弧插补(逆时针) |
G96 |
恒线速开 |
|
G32 |
螺纹切削 |
G97 |
恒线速关 |
|
G34 |
变螺距螺纹切削 |
G98 |
每分进给 |
|
G90 |
轴向切削循环 |
G99 |
每转进给 |
|
G92 |
螺纹切削循环 |
G40 |
取消刀尖半径补偿 |
|
G94 |
径向切削循环 |
G41 |
刀尖半径左补偿 |
|
G04 |
暂停、准停 |
G42 |
刀尖半径右补偿 |
|
G10 |
数据输入方式有效 |
G54 |
工件坐标系1 |
|
G28 |
返回机床第1参考点 |
G55 |
工件坐标系2 |
|
G30 |
返回机床第2、3、4参考点 |
G56 |
工件坐标系3 |
|
G31 |
跳转插补 |
G57 |
工件坐标系4 |
|
G50 |
坐标系设定 |
G58 |
工件坐标系5 |
|
G52 |
局部坐标系设定 |
G59 |
工件坐标系6 |
|
G70 |
精加工循环 |
G17 |
XY平面 |
|
G71 |
轴向粗车循环 |
G18 |
ZX平面 |
|
G72 |
径向粗车循环 |
G19 |
YZ平面 |
|
G73 |
封闭切削循环 |
G12.1 |
极坐标插补 |
|
G74 |
轴向切槽多重循环 |
G13.1 |
极坐标插补取消 |
|
G75 |
径向切槽多重循环 |
||
|
M代码 |
|||
|
指令代码 |
功 能 |
指令代码 |
功 能 |
|
M02 |
程序运行结束 |
M10 |
液压尾座进 |
|
M30 |
程序运行结束 |
M11 |
液压尾座退 |
|
M98 |
子程序调用 |
M12 |
卡盘夹紧/电磁吸盘上电 |
|
M99 |
从子程序返回;若M99用于主程序结束 (即当前程序并非由其它程序调用) ,程序反复执行 |
M13 |
卡盘松开/电磁吸盘断电 |
|
M9000~M9999 |
调用宏程序(程序号大于9000的程序) |
M14 |
液压开 |
|
M00 |
程序暂停 |
*M15 |
液压关 |
|
M01 |
程序选择停 |
M16 |
第二主轴顺时针转 |
|
M03 |
主轴顺时针转 |
M17 |
第二主轴逆时针转 |
|
M04 |
主轴逆时针转 |
*M18 |
第二主轴停止 |
|
*M05 |
主轴停止 |
M32 |
润滑开 |
|
M08 |
冷却液开 |
*M33 |
润滑关 |
|
*M09 |
冷却液关 |
*M41、M42、M43、M44 |
主轴自动换档 |
配置软件
NC软件
|
版本号 |
说明 |
|
GSK986_V1.2.0 |
模拟量控制 |
|
GSK986_V1.4.0 |
总线控制 |
PLC软件
|
版本号 |
说明 |
|
V1.1.0 |
标配普通磨床版本 |
|
V1.2.0 |
平面或龙门磨床版本 |
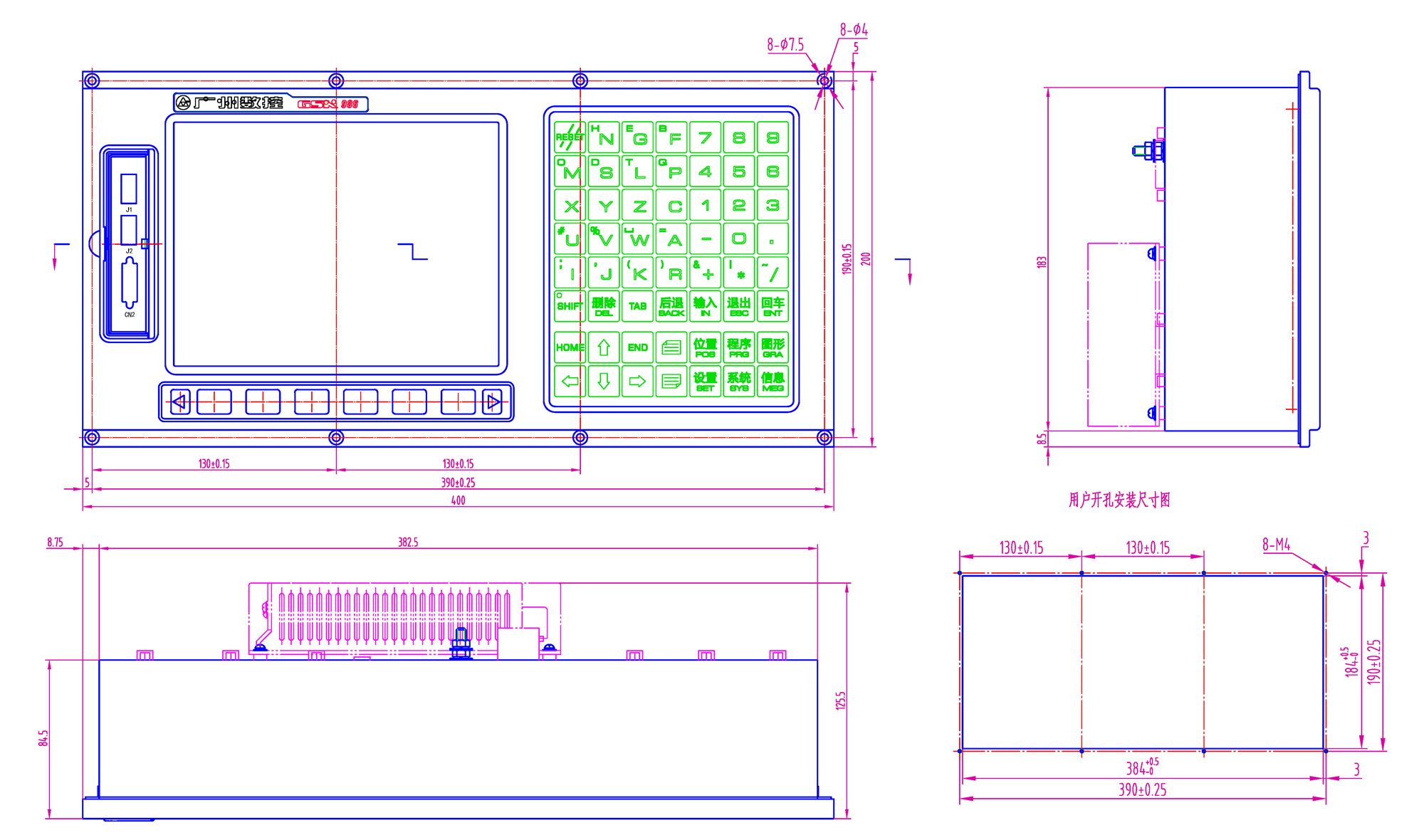
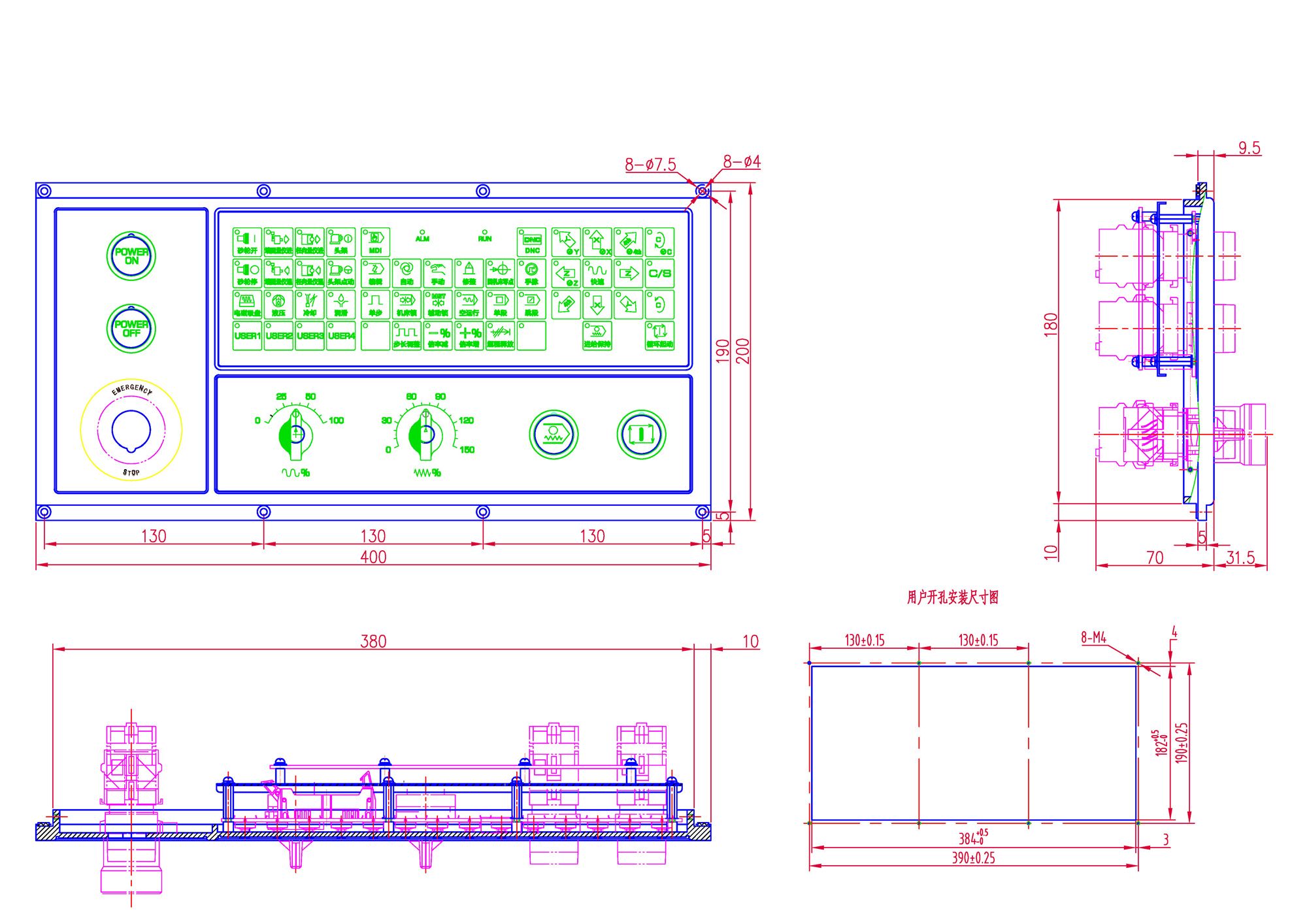
安装尺寸
编辑面板
操作面板
应用案例
偏心圆磨削
偏心圆磨削是高档磨床的一项重要功能,目前主要都是和凸轮类零件一样采用主轴跟随方式进行加工,这对系统和机床要求都较高,在我公司减速机偏心轴磨削加工应用中,采用某国外高档数控系统配置的机床进行磨削也很难保证相关精度。我公司某款磨床系统目前针对偏心轴磨削采用特殊的处理方法,通过对上海三机的MK1320B机床进行自主改造,能够磨削出合格工件,工件圆度可达2u,偏心距3u,合格率在95%以上,整机成本只有购买配置国外高档系统的整机的1/3。

应用领域
适配平面磨床、龙门磨床、滚刀磨床、外圆磨床、凸轮磨床等。

1011061863@qq.com






