


B2-K1016型数控凸轮轴磨床
机床性能结构特点
B2-K1016型数控凸轮轴磨床是我公司自行设计、自行研发用于凸轮轴磨削的高档数控机床。该机床应用生产型数控磨床设计方法和数控非圆磨削技术实现凸轮型面数控联动磨削,加工柔性强,操作简便可靠,并具有高刚度、高效率、高可靠性的特点,达到国际先进水平。
该机床采用数控两轴插补联动,对砂轮进给轴(X轴)与工件回转轴(C轴)全闭环反馈控制,实现凸轮非圆型面的数控精密定位运动,彻底解决传统靠模式加工机床加工柔性差,靠模加工难,维护复杂的缺点。CBN砂轮线速度120m/s,C轴与X轴均采用国际上先进的直接驱动技术,主要用于内燃机凸轮轴类零件凸轮型面的大批量精密加工,机床前侧为竖直平面无任何调整环节,适于加装零件物流传输线,无相互干扰,是适用于生产流水线的优选设备。机床在有关安全、环境保护、人体工程学等方面符合相关国家标准和国际标准。
——机电一体化结构布局,整体防护,维护方便符合人机工程要求。
——CBN砂轮由静压电主轴直接驱动,具有回转精度高,精度保持性好,刚性强的特点。CBN砂轮线速度高达120m/s,并配备有内置式动平衡系统。
——可实现三轴联动进给,头架(C轴)由力矩电机直接驱动,定位精度达0.002度,砂轮架(X轴)由直线电机直接驱动,动态相应好,最高速度可达40 m/min,工作台(Z轴)由伺服电机驱动,最小设定单位为0.1μm,最高快进速度可达20m/min。
——120m/s CBN砂轮采用金刚石滚轮休整,配备声纳探测器,可保证微量精确休整,延长CBN砂轮使用寿命;滚轮由电主轴直接驱动。
——采用进口先进的数控系统,具有磨削过程程序变换,工件品质管理,机床状态监控,故障自诊断及异常报警等全方位的控制功能,菜单式界面输入简便。
机床规格参数
| 规格 | 单位 | B2-K1016 | |
| 最大回转直径 | mm | Φ360 | |
| 顶尖距 | mm | 750/1000 | |
| 中心高 | mm | 180 | |
| 最大磨削直径 | mm | Φ320 | |
| 顶尖间最大重量 | kg | 150 | |
| 控制系统 | FANUC310i SIEMENS840D | ||
| 砂轮 | 外径 | mm | φ370(CBN) |
| 线速度 | mm/sec | 120 | |
| 砂轮架 | 全行程 | mm | 330 |
| 进给速度 | mm/min | 0.1~40000 | |
| 最小设定单位 | mm | 0.001 | |
| 斜置角度 | 度 | 90 | |
| 工作台 | 型式 | 两层调锥工作台 | |
| 进给速度 | mm/min | 0.1~20000 | |
| 最小设定单位 | mm | 0.001 | |
| 头架 | 顶尖 | MT.NO5 | |
| 转速 | r/min | 0-200(无级调速) | |
| 尾架 | 顶尖 | MT.NO5 | |
| 顶尖行程 | mm | 60 | |
| 电气系统 | 砂轮主轴电机 | kw | 30 |
| 砂轮架进给推力 | N.m | 9000(FANUC)/5880(SIEMENS) | |
| 工作台进给 | N.m | 22(FANUC)/27(SIEMENS) | |
| 头架主轴 | kw | 10 | |
| 液压泵 | kw | 0.75(4P) | |
| 砂轮主轴轴承润滑油泵 | kw | 0.75(4P) | |
| 容积 | 液压油+润滑油油箱 | L | 45 |
| 主轴轴承油箱 | L | 100 | |
| 净重 | kg | 11000 | |
加工精度
| 检验项目 | B2-K1016 |
| 凸轮型面升程误差 | ±0.015 |
| 相邻凸轮偏角度误差 | ±0.15° |
| 平行度 | ≤0.01mm |
| 同轴度(基圆跳动) | ≤0.01mm |
| 粗糙度 | Ra 0.32μm |
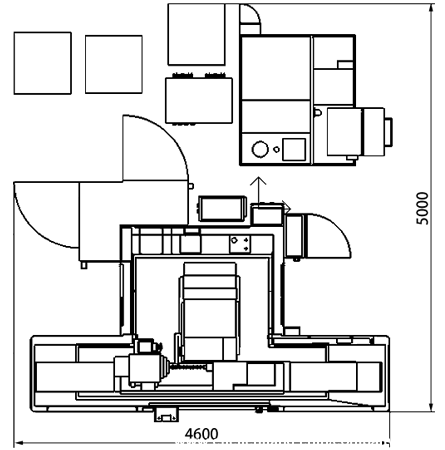
平面布局图
1011061863@qq.com






