


陶瓷基复合材料(CMC)正在航空发动机、高超飞行器上不断扩大应用,但其高可靠和高精度的加工则成为一个挑战。CMC高硬度和易损伤的特性,会导致加工速度缓慢、不断更换刀具,以及对材料性能产生不良影响、无法满足零件规格要求。激光技术是一种解决方案,可提高加工效率并终结刀具的重复性成本。然而,激光产生的热量会消散到材料中,从而可能产生微裂纹和材料变性;激光在光束的焦点处切削,还会导致V形切口,影响公差的精确控制。瑞士西诺瓦公司开发的激光微射流技术为解决上述挑战提供了最佳方案。2017年,美国通用电气航空集团在位于美国北卡罗来纳州阿什维尔的CMC发动机部件生产厂部署了激光微射流技术,加工LEAP发动机的CMC罩环上的孔。生产验证过程表明,该技术即高效又有助于保持孔直径的高精度,微射流可以在两分钟内完成钻孔,而传统加工要钻一个小时。
一、激光水射流加工技术原理及其优势
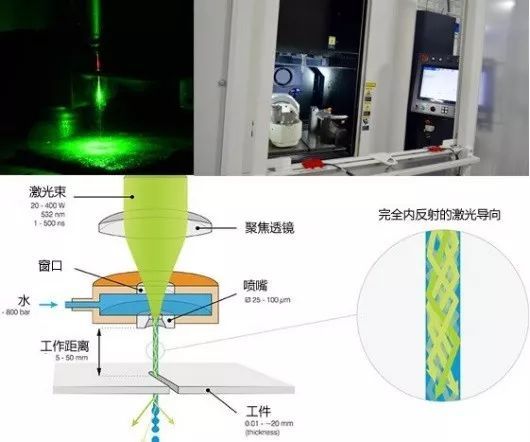
基于全内反射原理,激光微射流技术可以生成完全包含在水射流中的激光束,激光束在具有较低密度介质的空气-水界面处反射(原理上类似于光纤),沿着从喷嘴到工件的狭窄直线路径传播,而不会有能量穿过内壁;水则冷却切削区,并从切口洗去碎屑。与传统激光器相比,该技术不会让材料燃烧或发生热退化;产生更少的毛刺,可以使表面更光滑;能够实现直边切削和更高的精度。
激光脉冲持续时间以纳秒为单位,对于每个激光脉冲,产生的等离子体会向上推水,从而实现有效的烧蚀。在脉冲结束时,等离子体坍塌,然后水清洁表面并消散热量。水射流还消除了干式激光系统通常需要保持激光聚焦带来的复杂性和工艺变化,这样可以切割厚的或非平面的零件而不必担心焦点问题。利用该技术制造出的一种圆柱形激光器,可以产生完全平行的壁,并具有紧致的切口宽度。
二、通用电气航空集团CMC激光水射流加工工艺细节
1.CMC激光微射流系统及工艺
西诺瓦公司的CMC激光微射流(LCS)系统中,激光束通过加压水舱并聚焦到喷嘴中。激光器是工业常见的固态钕掺杂钇铝石榴石激光器,大约每秒脉冲10000次,功率为10至200瓦,波长为1064(红外)、532或355纳米。射流为过滤的去离子水,只有发丝细(直径为50至70微米),在200至650巴的低压下使用。
对于激光头本身,光束必须以某个角度接近边界以反射而不是穿过它,这是一个挑战。水射流也必须高度稳定,边界一致,以防止光束逸出。西诺瓦公司的一项国际专利表明它如何使用由气体封闭的液体射流来防止形成湍流。由蓝宝石或钻石构成的喷嘴具有耐用性,特殊形状可确保气体和水适当发生相互作用。在低压下投射的纯水、去离子水和过滤水包裹着光束,以限制水流不利影响带来的风险。这种水流非常类似于光纤电缆,确保加工是冷却、清洁和准直的。
激光微射流系统喷嘴的直径范围为25至120微米,低压水流量比这小15%。利用内部连续反射光束的能量,水流本质上成为一个完美的圆柱形叶片,在其轨迹中留下完美的直壁。在没有引导水流的情况下,激光束是自然的锥形,从源变窄到特定焦点然后再次向外展开。因此,必须严格控制切削深度和焦点位置,以避免切削中出现不必要的锥度,水的添加消除了这个问题。根据西诺瓦公司提供的数据,在水射流及其内部的激光开始分离之前,水射流可以投射到距离喷嘴直径1000倍的距离(最大工作范围为100毫米)。切口宽度与喷嘴直径紧密匹配,精度和重复性以微米为单位。
2.通用电气航空集团CMC零件加工流程
通用电气航空集团CMC零件加工线的每台机床都使用一个带真空卡盘的3R接口,以便尽可能地使生产接近单件流。3R接口涉及一个工件夹具系统,在加工线中可夹取多种不同的零件,实现快速安装和最大的生产率。工件通过胶接固定到接口,由机器人夹取,一站站通过自动化加工线,包括微射流加工机床,每站不需要额外的安装工作。加工线的最后一步是无损检测,使用GE的计算机X射线断层扫描(CT)机。每个零件都要检测,扫描时间是15分钟,完成时间是30分钟,包括数据评价。
日本牧野机床公司(Makino)与西诺瓦公司联合开发的激光微射流机床具备“工厂4.0”功能,激光功率计、定位传感器和自动射流角度校正集成在激光微射流系统中。该系统实际上非常灵活,易于作为独立系统集成到零件生产中,或作为全自动生产线的一部分,无需操作员实现大批量生产。工业互联网也是机床具备的重要特征,从工厂中的每台机床直到屋顶都铺设有室内以太网电缆,连接到工厂的数据库系统,称之为“银管网络”。因此,加工指标和CT扫描等在每个CMC零件的数字线索中都记录下来,并用于分析以帮助技术人员优化工艺,提速降本。
三、激光水射流加工技术应用前景广泛
1.碳纤维复合材料加工
激光微射流技术可以基于非常恒定的1立方毫米/分钟的消融率,快速切割1英寸厚的CMC层压板。除了CMC,该技术还特别适用于碳纤维增强塑料(CFRP),可在2.6毫米厚的CFRP层压板上生成直径为3毫米的孔,速度高达1440毫米/分钟。使用常规的激光器,因为热量必须降低钻削速,而常规的铣削虽可达到类似的速度,但由于需要更换刀具,因此运营成本更高。
西诺瓦公司于2018年推出了五轴CNC LCS 305系统,擅长高精度3D切削,非常适合小型CMC零件,但它不适合大型CFRP零件。为此,西诺瓦公司又将其激光微射流系统集成到龙门机床中,能够加工大于2米×3米的零件。该系统还很容易与机器人集成,易于编程,从而扩大加工能力。对于2D切削,微射流软件将CAD文件转换为机床代码,一旦验证,操作员只需按下一个按钮,机床就会执行切削程序。对于3D切削,后处理器将从CAD文件中提取必要的3D数据,并将其格式化用于微射流软件。
2.金属加工
没有锥度、没有热影响区、无材料沉积这三个优点使激光水射流具有多功能性,可将几乎任何材料切割成复杂的特征,这使得该工艺不仅可以替代干式激光切割,还可以替代许多其他工艺,甚至用于金属加工。
西诺瓦公司的LCS系列机床可以精密加工小型金属,LCS 300的最大工作范围为300毫米×300毫米,而牧野机床与西诺瓦公司联合开发的五轴MCS 500可达500毫米×400毫米,MCS系列补充了牧野机床自己的铣削和电火花加工(EDM)产品线。牧野机床正在营销所谓的“混合加工单元”,包括MCS 500和牧野EDBV的电火花加工钻孔机床,专门用于钻削铸造涡轮叶片中的冷却孔和具有中空内部的导向叶片部件,可使用户能够钻出一个具有最佳成果的完整叶片,包括非视距孔的钻孔。
这些涡轮叶片和导流叶片通常涂有陶瓷隔热层,以帮助抵御高温。但是,这些涂层不导电,而电火花加工仅适用于导电材料。因此,制造商通常在涂覆涂层之前对孔进行电火花加工钻孔。更麻烦的是,现在冷却孔变得越来越复杂,设计者越来越多地采用具有锥形、方形或其他非圆形开口的扩散器孔,这些开口并不总是以外部扩散器形状为中心。仅使用电火花加工,制造商通常选择加工出大于规格的这些特征以适应涂层的厚度,其中一些特征可能需要在之后手动移除。具有在机床之间传输数据功能的自动化混合加工单元简化了该过程。初始涂层渗透和扩散器形状的加工可以通过激光水射流进行,同时将大部分孔留给电火花加工。

如果一个孔足够浅,激光水射流完全能够加工整个几何形状,并且它可能比电火花加工更快。然而,在一定深度,水流开始分解,电火花加工变得更快,并且是唯一选择。EDBV机床也具有其他优点,例如它的发电机具有动态反馈电路,感知管式电极的位置并根据需要增加进给以使“空气切削”最小化,特别是在高接合角度时。机床还可以感知电极何时在一秒或0.04英寸(约1毫米)深度内突破内腔以保持速度,同时防止可能会扰乱气流的电火花回击。牧野机床的专用弯曲导轨还有助于加工非视距涡轮发动机孔特征的功能。因此,两种工艺在这些应用中都占有一席之地,并且由制造商决定哪种钻孔最适合任何给定的工作。将两者结合在一个单元中可以使两个过程的工作负荷平衡,从而将质量和生产率提高到超出任何一个孤立系统的水平。
激光在航空制造中占有越来越重要的地位,激光水射流工艺进一步说明了这一点。激光水射流能够提升陶瓷基复合材料和碳纤维复合材料的加工效率与成品质量。由于层压纤维结构的存在,比起金属切削或钻孔中经常存在的毛刺,加工这些复合材料的热影响往往可能会造成更加复杂的分层和缺陷。在碳纤维-钛合金叠层钻孔方面,轨道加工已经大面积应用,现在在CMC和CFRP钻孔方面,激光水射流也登上了舞台,相信随着航空复合材料应用的继续扩大,今后类似的创新工艺还将不断涌现以颠覆现有的以面向金属加工为主开发的传统工艺。
来源:《航空动力》






