


设计可转位刀片前刀面的工程师需要相当水平的工程技能:与金属切削原理以及切屑成型过程相关的知识;理解不同被加工材料特定的特征;了知粉末冶金原理以及制造烧结产品的限制;受过适用于刀具设计的培训并具有相关设计经验。刀片前刀面决定了刀具的切削几何形状,乃至刀具的全体切削性能(切削能力),对刀片前刀面进行最优化的成型设计是刀片设计的关键所在。
多年来,切削刀具制造商的技术选择在很大程度上决定了刀片前刀面形状。例如,最早期的可转位刀具所夹持的刀片前刀面是平的。而想要在车削加工中将长切屑打断,往往需要在刀体上额外安装一个高于刀片的凸起部件。在某些刀具设计中,即便是卡固刀片的上压爪也扮演着断屑槽的角色。面对平前刀面车刀片的另一常见解决方案是通过磨削在刀片前刀面形成卷屑凹窝。凹窝促使切屑折卷为螺旋状切屑,进而折断为更小的切屑段。以上两种方式都是在特定的时间情境下迫不得已得出的,但他们离完美尚远。
工件成为了切屑流向上的天然屏障,有时也会导致切屑折断。切屑引起工件的严重磨损,显著降低刀具寿命。凹窝的形状与尺寸严重依赖于砂轮,这大大降低了凹窝形状的可能性。然而主要的问题是从长远的试验来看,完全有必要研发出能在加工各种被加工材料时确保具有稳定加工性能的断屑槽。在某种程度上而言,断屑槽的设计更像是不断试验不断试错的过程。
粉末冶金技术的进步极大地改善了这一状况,带来了新的机器设备及基于计算机的控制,显著提高了一系列工艺过程的稳定性及可靠性。烧结硬质合金产品的技术促成刀片前刀面具有多种多样的形状,打破了刀片断屑面对凹窝或对凸起部件的依赖。前刀面看上去可以具有凹面与凸面的结合,局部凸起等等特点。这样复杂的几何形状设计使得能提供必要的切屑成型,有效的切屑控制。当今的可转位刀片前刀面依然具有与此相同的表面机理这一特征。
1.CAD带来的冲击
为切削刀具研发部门(R&D)引进计算机辅助设计CAD系统,对刀片前刀面形状设计带来不小的冲击。CAD为刀具设计工程师们提供了强大的工具,在刀片设计中能用于3D建模、工程技术以及分析可能出现的制约因素,当然,还用于设计刀片的前刀面。最先进的产品烧结技术与前沿的CAD系统以及最新式的CNC数控机床的结合,标志着切削刀具行业的巨大飞跃。它不仅使得生产制造各式各样具有复杂几何形状的刀片成为可能,还大大缩短了设计过程。
切削刀具设计与生产制造水平的整体提升大大降低了对刀片检测的需求。然而,通过切削加工试验对具有新型几何形状的刀片进行切削性能的研究所需的时间仍相当长。切削试验考验着所有的可转位刀片设计,而并不仅仅是车削。对于铣削刀片而言,前刀面形状设计主要从切屑成型的角度考虑;铣削是断续切削的过程,因此并无断屑的困难。铣刀片前刀面设计的是卷屑槽;而车刀片前刀面设计的是断屑槽。说得更明确一些,车刀片的前刀面设计也主要关注于切屑成型,然而其必须也能断屑。从几何的视角来看,每一可转位刀片的前刀面都是凹面区域与凸面区域的结合体。
2.3D建模带来的冲击
科学研究、大量的试验、对金属切削领域沉淀的信息的分析,结合计算机技术的重大进步,为切削刀具领域提供了强大的新式设计工具,即切屑成型的三维建模。第一个简化的切屑成型模型基于经验与计算数据,存在严重的误差。随着进一步的发展,基于有限元法FEM,将切削过程建模系统整体提高至全新的水平。今天,切削刀具设计工程师们使用先进的软件,该软件能实现无限接近于实际切削状况的切屑成型仿真。尽管该软件仍然不能取代切削试验,却对可转位刀片的有效设计做出突出贡献,重点是,刀片的前刀面设计。
3.为加工作业适配相应形状的刀片
伊斯卡,切削刀具领域的领军公司,已实施了建模实践,使得即便是在设计阶段,研发部门的工程师们就已能决定刀片的哪种几何形状适合于哪种应用。
3.1.CNMG车削刀片

在车刀片CNMG 120404-F3P的设计中,人们发现模拟切削运动在刀片前端面的形状设计上很有用。复杂图案的设计并不是研发团队炫技之举,事实上,建模被证实在实现团队确保最佳切削性能的目标上是非常有用的工具。
3.2.ICG刀头,用于束魔变色龙钻(SUMOCHAM)
钻削难加工材料奥氏体不锈钢及双相不锈钢(ISO M材料组)时存在困难,特别是钻深很大时。为提高这类材料的钻削加工性能,伊斯卡研发出带分屑槽的硬质合金刀头ICG。刀头直径范围为14-25.9mm。刀头装夹于标准束魔变色龙钻杆(SUMOCHAM)上,提供高品质的钻孔加工,最大钻深达12xD。刀头切削刃上设计有分屑槽,特别的卷屑设计确保具有出色的切屑控制性能,在深腔钻削应用中的排屑问题就这样被轻易地解决了。
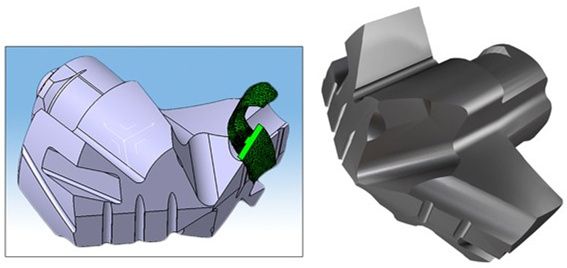
在卷屑槽作用于切屑成型的过程中,切屑流建模是流程中重要的一步,也是决定设计方案是否成功所不可分割的一部分。
3.3.NANMILL铣刀
在最新的“LOGIQ”系列中,伊斯卡发布了一系列新型性能提升的切削刀具系列,并推出一系列小直径可转位铣刀(直径小于20mm)。尽管这一直径范围一直以来被认为更适合于整体硬质合金刀具,新的可转位铣刀作为取而代之的刀具依然表现出吸引力及成本优势。
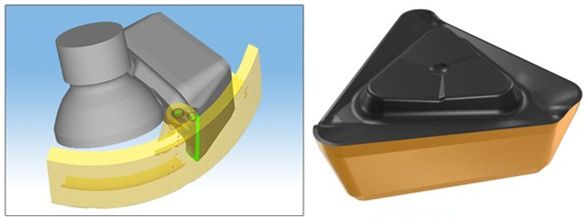
直径范围为8-16mm的可转位铣刀NANMILL系列集新设计概念于一体:夹紧螺钉位于刀片前端面,螺钉头扮演着夹紧楔块的作用。然而,为防止螺钉端头与生成的切屑之间产生任何形式的接触(这是这款设计所潜在的结果),刀片卷屑槽还需额外解决这一难题。卷屑过程的建模是成功解决这一问题的关键所在。
切屑成型仿真已成为有效塑造刀片前刀面的有用的工具。关于建模进一步的进展应该是为刀具设计工程师们带来更接近于优化的卷屑槽形状,能显著提高设计刀具的品质。(伊斯卡)






