


摘要:成组技术是一种制造组织策略,在该策略中,具有某些相似性(例如几何形状、材料、制造工艺或质量标准)的零件被归到特定群组或系列中,然后采用一种通用的生产方法进行制造。在计划加工工序时,它针对的是整个零件系列,而不是单个工件。
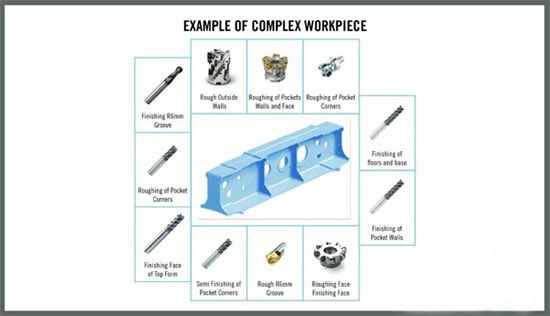
复杂工件示例
【悉恩悉机床网】工业革命发展到现在,制造商们始终拥有一个共同的目标,那就是将零件生产控制在一定时间和成本内。制造工艺从手工制造的单件生产模式发展为大批量生产线,相同零件的产量显著提高:大批量/少品种 (HVLM) 生产方案。近年来,随着数字技术开始广泛应用于编程、机床控制和工件处理系统,工业4.0得到了快速发展,推动了多品种/小批量(HMLV)生产模式。
工业革命发展到现在,制造商们始终拥有一个共同的目标,那就是将零件生产控制在一定时间和成本内。制造工艺从手工制造的单件生产模式发展为大批量生产线,相同零件的产量显著提高:大批量/少品种 (HVLM) 生产方案。近年来,随着数字技术开始广泛应用于编程、机床控制和工件处理系统,工业4.0得到了快速发展,推动了多品种/小批量 (HMLV) 生产模式。
在工业4.0时代,企业往往高度重视最新的生产技术和数字化技术。然而,生产率和成本效益最大化依旧建立在卓越运营基础之上。在目前的经济环境下,制造商普遍认为速度是卓越运营的关键指标:尽可能缩短从图纸进入工厂,到工件成品最终离开工厂的时间。制造商开展的提速工作通常集中在例如精益制造或六西格玛(Six Sigma)等策略上。
然而,这些策略通常涉及到 HVLM 生产,有时候并不适用于HMLV方案。成组技术方法是简化 HMLV 输出的一项重要因素,将零件分类并编码到不同的可加工系列中,使车间能够实现最高水准的卓越运营。
成组技术
成组技术是一种制造组织策略,在该策略中,具有某些相似性(例如几何形状、材料、制造工艺或质量标准)的零件被归到特定群组或系列中,然后采用一种通用的生产方法进行制造。在计划加工工序时,它针对的是整个零件系列,而不是单个工件。
通常,组织生产零件系列被称为“单元式制造”。单元式制造兴起于 20 世纪 80 年代,大约在 HMLV 生产时代开始的时候。制造商们认识到,批量生产规模不断缩小,而工件和新工件材料的种类不断增加。车间面对的是千差万别且生产批量相对较小的工件。因此,生产准备时间大幅增加,制造商们试图克服这个问题。
成组技术中的零件系列根据零件的编码和分类进行创建。每个零件都会分配一个由字母、数字或两者的组合组成的代码,并且每个单独的字母或数字都代表工件的特定特征或生产工件所需的生产技术。如图 1 所示,零件代码第 6 位表示工件尺寸,第 7 位表示原材料,第 8 位表示工件材料的原始形状,第 9 位表示所需的质量等级。第 3 位至第 5 位描述了加工零件所需的工序。
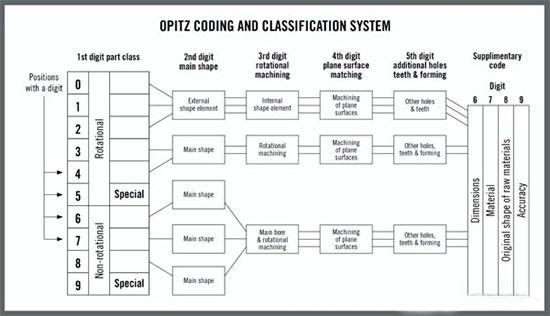
优化代码和分类系统
零件代码用于计划生产,并通过参考一个称为“复杂工件”的虚拟或不存在的零件来报价,如图3第二行所示。这里所谓的“复杂”并不意味着工件难以加工;相反,它描述的是一个通用工件,该工件展示了公司能够加工的所有特征,例如高精度和低精度的孔、深腔体和浅腔体、侧铣特征等。图中第一行的零件代表了可以选用第二行复杂工件所述的工序生产的工件。通过将加工各个所需特征的成本相加,可以得出代表性的总成本,并且简化了定价估算工作。不需要逐个分析零件成本。
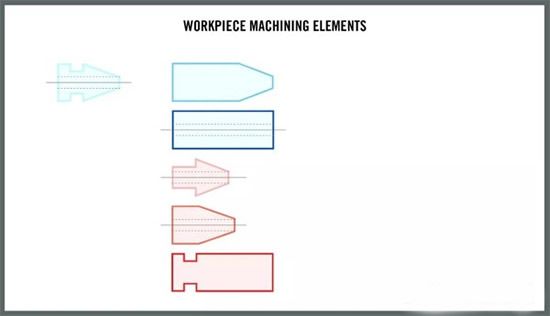
工件加工元素
生产计划员和估价员一起研究工件图纸,通过将工件上的特征与复杂工件上的特征相匹配来进行报价,并且还可确定其他生产要素,例如所需的机床、是否需要冷却液等。此外,借助成熟的 CAM 系统执行成组技术还能进一步降低预加工工程时间的要求。另外,由于工厂各部门都基于相同的复杂工件模型工作,这也有效改善了工厂跨部门沟通。
成组技术方法最初起源于开发人员需要与工艺工程师、程序员和计划员接洽,以便收集各种生产工序的成本信息。尽管这种开发始于20世纪80年代,但将个人经验和数据汇编并组织成为一个系统的过程类似于如今盛行的人工智能活动。
在某些情况下,成组技术可以推动车间的重组。图4左侧显示了零件在车间中经历的迂回路径,该车间采用基于车削、铣削、磨削等机床功能的传统布局。然而,当工件采用单元布局(图中右侧所示)以系列的形式进行分组和加工时,可以布置机床以简化制造流程,并最大限度地减少零件在车间中的移动。每个不同的工件系列均以最高效的方式加工,而不需要在车间内进行不必要的运输。因此大幅缩短了零件生产时间。
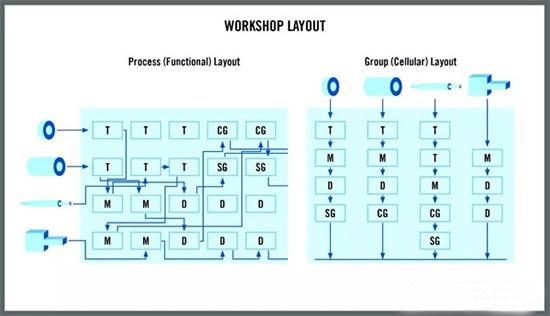
车间布局
当然,采用新概念既有益处也有挑战。成组技术方法在工程设计、工艺规划和制造时间节省方面有不少优点,但也存在一些弊端。首先,在某种程度上,成组技术方法降低了灵活性。如果某一特定工件配置的需求显著增加,造成生产瓶颈,那么传统的车间设置将更加灵活。在传统布局中,部门中的其他机床可以用来生产零件。其次,管理机床停机时间也会是一项挑战。如果一个零件系列出现暂时的需求下降,那么单元布局中的机床将会闲置。
实施成组技术概念可能带来的另一个难题是往往需要花费过多的时间来比较各个编码系统。然而,比编码系统本身更重要的,是公司应当全面了解其设备和资源,以及期望的结果。在这种情况下,内部创建自定义编码系统将会是一种简单而高效的选择。重新安排车间以更有效地加工零件系列是另一项工厂特定的决策。大型企业更容易重新调整他们的机床,而小型企业可能面临经济方面的限制和其他因素。
更快、更准确的报价
创建零件报价的成组技术方法可以提高收入和盈利能力。例如,一家航空航天分包商采用HMLV生产环境,其批量大小为1到5个工件,每年收到大约4000份报价请求。由于没有足够的时间对每个零件进行单独的分析和报价,延缓了定价过程,导致车间只能对4000份可能任务中的1500份进行细致的报价。这家分包商收到了大约2600份订单。后来,利用成组技术举措支持的分析并利用复杂工件信息进行零件报价后,这家分包商发现自己每年可以进行3000份细致的报价。更多细致的报价吸引到了更多的订单,达到每年3200份订单的水平。最重要的是,在根据成本和利润进行投标时,投标的成本比先前未采用成组技术概念的投标平均降低了30%以上。
更快、更准确的报价流程具有两个优点。一是错误的、对利润率产生负面影响的投标价过低情况减少,二是不准确的、令客户难以接受的虚高报价情况减少。成组技术概念的实施让制造商能够更好地控制所做的工作及其成本,并降低了不准确报价的发生率。
成组技术规定,不考虑每个单独的工件及其生产参数,而是将具有相似特征的零件分组在一起进行加工。以一家生产皮带式传动装置的皮带轮的车间为例。为了适用于不同尺寸的皮带,各个皮带轮的带槽的直径、宽度和轮廓有所不同。采用不同配置加工时,其间的转换时间约为一个半小时。
工艺流程分析表明,每次进行皮带轮加工转换时,都要完全拆卸机床,而且需要取出、清洗和放好所有刀具。为了加工下一个皮带轮,需要将大多数相同的刀具放回机床中。在成组技术方法中,相似但不完全相同的皮带轮被划分为一个系列。转换工作包括更改 NC 程序、修改一些加工参数,有时需要更改用于加工槽形的刀具。根据特定工件,转换时间从一个半小时缩短为十分钟。采用这个方法的主要难题在于让车间人员相信,他们生产的零件属于同一个系列,可以通过调整工艺流程实现更快地加工。
结论
成组技术制造组织策略可帮助制造商高效应对HMLV生产的挑战,山高澳大利亚分公司的Dave Morr已对此进行了广泛的开发工作。传统的生产率提高策略(例如精益制造和六西格玛)确实能够带来一定改善,特别是在可对大量相同零件的加工工序进行微调的HVLM生产中。然而,随着加工技术以及数字产品设计和管理的进步,高度多样化、小批量的制造日益增多。通过将零件归类为系列并整合定价活动和加工工序,成组技术方法为制造商提供了一种高效应对工业4.0时代诸多挑战的方法。
成组技术和山高咨询服务(SCS)
成组技术制造组织策略是实现卓越运营的重要要素,并且可以有力地推动制造商各方面的工作。然而,竞争的压力迫使许多制造商几乎只专注于以特定的成本按时生产特定数量的零件,而没有时间或专业知识来仔细分析和优化其业务和加工工序。
山高成立了一个新的业务部门,旨在帮助那些有资源可用于生产改进,但没有足够的资金支付雇用工艺改进工程师的高费用或与大型业务咨询公司进行合作的中型公司。山高咨询服务(SCS)可帮助制造商平衡整体制造和业务问题与加工效率和经济性。SCS对品牌保持中立,支持用户当前使用的任何品牌刀具。
利用SCS的第一步是制造效率评估(MEE)工作,包括对加工、生产系统和运营管理绩效的分析。
SCS将分析公司的产能,并检查准备、加工和设备处理方面的问题。从中能够揭示产能/资产问题的根源,以及员工的知识短板。准备分析包括编程支持以及方法和零件的标准化。通过方法优化和故障排除来识别并解决加工问题。库存和消耗可视化以及刀具管理计划可解决设备处理问题。
在整个SCS计划中,山高技术教育服务(STEP 研讨会和课程)帮助培训制造公司的员工。服务的一个主要方面包括说服车间人员采用新的策略。仅仅将宣传海报贴在车间墙壁上不能起到多大的效果。事实上,问题往往不在于缺乏新的知识或理念,而是因为车间人员倾向于采纳传统解决方案。成功的关键是说服员工认识到新策略的好处,并制定实施新策略的准则。(山高刀具)






